
Электроды "ПЛАЗМАТЕК"
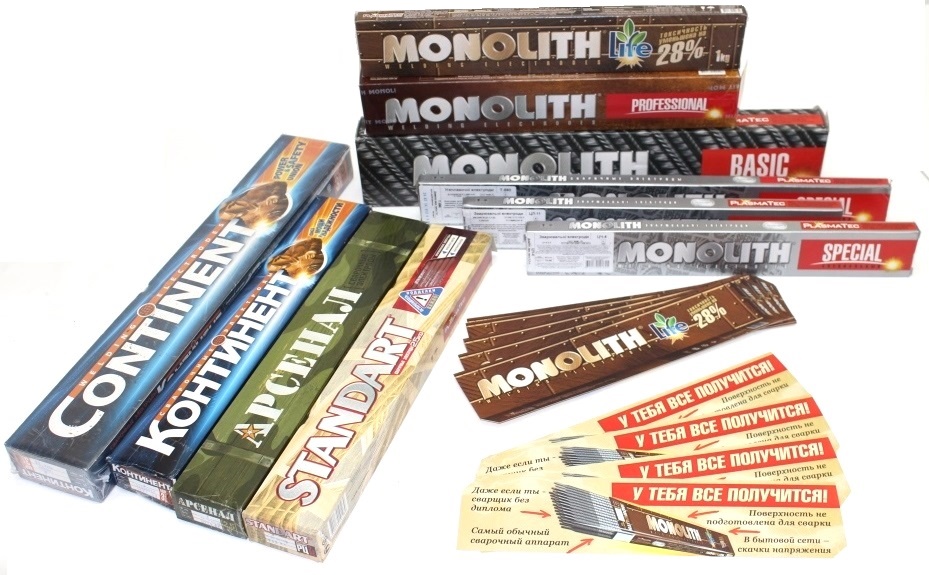
В августе 2014 года Торговый Дом «ДОКА» заключил дилерский договор с крупным производителем сварочных электродов - группой компаний «ПЛАЗМАТЕК». Данные электроды все еще недостаточно известны у нас в стране, несмотря на их несомненно высокое качество. В этой статье мы подробно рассмотрим ассортимент предлагаемой продукции, а также попытаемся выяснить - действительно ли электроды «ПЛАЗМАТЕК» соответствует заявленным характеристикам?
МОНОЛИТ РЦ
Аналог ESAB OK 46.00.
Наиболее универсальный электрод для широкого применения в промышленности и быту. Предназначены для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки, благодаря рутил-целлюлозному покрытию.
Возможно сваривание по окисленным, масляным и окрашенным поверхностям.
Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В.)
МР-3 АРС
Аналог ЛЭЗ МР-3С.
Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей. Применяются для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,5 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм - для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном "снизу-вверх" положениях.
Сварку электродами МР-3 АРС необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
Обеспечивают легкое перекрытие зазоров, высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток. Стоить также отметить высокий товарный вид швов, хорошую отделимость шлаковой корки. Допускается сварка удлиненной дугой по окисленной поверхности.
МОНОЛИТ PROFESSIONAL

Электроды МОНОЛИТ предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей. Применяются для сварки угловых, стыковых и в напуск соединений металла толщиной от 1,0 до 20,0 мм. Покрытие – рутиловое толстое.
Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сварки во всех пространственных положениях кроме вертикального "сверху-вниз", а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной плоскости и вертикальным способом "снизу-вверх".
Электроды обладают способностью производить сварку в неблагоприятных для других марок электродов условиях. Вокруг дуги возникает газовый пузырь, который оттесняет воду и обеспечивает приемлемые условия для процесса сварки, что дает возможность варить поврежденные водопроводы, находящиеся под давлением до 1 атм.
Электроды МОНОЛИТ PROFESSIONAL обеспечивают легкое начальное и повторное зажигание. Характеризуются спокойной и стабильной дугой, малым разбрызгиванием, хорошей отделяемостью шлака, прекрасным формированием шва, особенно для сварки листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов. Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В.)
МОНОЛИТ УОНИ 13/55 ПЛАЗМА

Аналог ESAB OK 48.00.
Электроды УОНИ-13/55 ПЛАЗМА предназначены для сварки во всех пространственных положениях ответственных конструкций и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечить высокую стойкость сварных соединений против горячих трещин. Имеют широкое применение в мостостроении, судостроении, судоремонте и производстве сосудов работающих под давлением.
Электроды УОНИ-13/55 ПЛАЗМА отличаются от других электродов данного типа наличием железного порошка в обмазке и ионизирующим покрытием на конце электрода для лучшего поджига.
Одним из наиболее эффективных методов повышения производительности ручной сварки электродами является введение значительного количества железного порошка в покрытии при одновременном увеличении его толщины. Это улучшает также сварочно-технологические свойства электродов, оказывает положительное влияние на металлургические процессы, происходящие при сварке, на характер проплавления свариваемого металла и т.д.
Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сваривания во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной площади и вертикального способа "снизу-вверх".
Электроды УОНИ-13/55 ПЛАЗМА отличаются высокой прочностью метала шва, а также обеспечивают получение металла шва с особой металлургической чистотой и низким содержанием водорода. Возможность сваривания на переменном токе исключает действие магнитного дутья. Мелкокапельный перенос металла при сварке УОНИ-13/55 Плазма обеспечивает лучшую стабильность горения дуги и формирование металла шва. Благодаря добавлению железного порошка в обмазку электрода на 20 % возросла эффективность использования УОНИ 13/55 ПЛАЗМА при этом:
- Компенсированы потери металла на выгорание и разбрызгивание;
- Снижен расход электродов 10-15%;
- Увеличена производительность наплавки на 8–10 %;
- Шлак не затекает в сварочную ванну, формируется ровный мелкочешуйчатый шов, а образующаяся шлаковая корка очень легко удаляется.
MР-3 ПЛАЗМА

Аналог ОЗС-4.
Электроды МР-3 ПЛАЗМА предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей во всех пространственных положениях, кроме вертикального способом сверху-вниз.
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм.
Сварку электродами MР-3 ПЛАЗМА необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
- Электроды МР-3 ПЛАЗМА обеспечивает легкое перекрытие зазоров;
- Высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток;
- Высокий товарный вид швов;
- Хорошая отделимость шлаковой корки;
- Допускается сварка удлиненной дугой по окисленной поверхности;
- Хорошие санитарно-гигиенические показатели
СТАНДАРТ РЦ (АНО-21)

Вид покрытия – рутил-целлюлозное.
Электроды Стандарт РЦ предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей.
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,0 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм - для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном "снизу-вверх" положениях.
Сварка способом "сверху-вниз" производится короткой дугой или опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70° к направлению сварки.
Электроды Стандарт РЦ сделаны по улучшенной рецептуре, которая позволяет обеспечивать хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) сварочных аппаратов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки. Возможно использование для прихваток, коротких и корневых швов при низком напряжении в сети.
ЦЛ-11

ЦЛ-11 (Е19 9NbB20) - для сварки нержавеющих сталей
Аналог ESAB OK 61.85.
Электроды ЦЛ-11 предназначены для сварки ответственных изделий из коррозионно-стойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, работающих в агрессивных средах, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии.
Перед сваркой электродами ЦЛ-11 поверхность свариваемого металла необходимо очистить от всех загрязнений. При сваривании поддерживать короткую дугу и осуществлять сварку по возможности узкими валиками (без поперечных колебаний).
Электроды ЦЛ-11 диаметром до 4,0 мм включительно используются для сварки постоянным током обратной полярности во всех пространственных положениях, за исключением вертикального "сверху-вниз". Электроды диаметром свыше 4,0 мм применяются для сварки во всех положениях, кроме потолочного и вертикального.
Получаемый в процессе сварки электродами ЦЛ-11 шов обладает повышенной коррозийной устойчивостью, прочен и имеет привлекательный товарный вид. Это обеспечивается благодаря низкому содержанию газов и различных вредных примесей. Одной из отличительных особенностей марки ЦЛ-11 является то, что они рекомендованы при работе с конструкциями, имеющими повышенными требованиями касательно устойчивости к образованию межкристаллитной коррозии.
ЦЧ-4
ЦЧ-4 - для сварки и наплавки чугуна
Аналог ESAB OK 91.00.
Электроды покрытые металлические марки ЦЧ-4 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды ЦЧ-4 могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях под последующую наплавку специальными электродами.
Сварку электродами ЦЧ-4 проводят постоянным током обратной полярности в нижнем положении. При высоком напряжении (более 60 В) холостого хода трансформатора и короткой длине сварочных кабелей возможно сварка переменным током. Варить только на чистых, обезжиренных и не ржавых поверхностях (перед сваркой шлифовать место соединения).Сварку проводят короткими валиками длиной (25-30) мм с охлаждением каждого валика на воздухе до 60°С и проковкой каждого участка шва легкими ударами молотка. При сваривании ковкого и высокопрочного чугуна длина валика может быть увеличена до (80-100) мм.
Электроды ЦЧ-4 обладают хорошими сварочно-технологическими свойствами: легким зажиганием дуги и стабильным горением, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке в нижнем положении. В металл шва сваренный электродами ЦЧ-4 вводится сильный карбидообразователь - ванадий. Образующиеся карбиды данного элемента, не растворяются в железе и имеют форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. После сварки возможна обработка режущим инструментом.
Т-590
Т-590 - для наплавки
Аналог ESAB OK 84.78.
Электроды Т-590 предназначены для наплавки деталей, работающих в условиях преимущественно абразивного изнашивания с умеренными ударными нагрузками. Используются для наплавки зубьев ковшей экскаваторов работающих при абразивном износе в песчаном грунте, ножей дорожных машин, лемехов плугов, дисков и лап культиваторов сельхозмашин, лезвия шнеков смесительных машин, лопатки дымососов, щеки дробилок и др.
Наплавку проводить в нижнем и наклонном положениях постоянным током прямой полярности узкими валиками или с небольшими колебаниями электрода.
Также наплавку можно проводить переменным током на холостом ходу (более 60 В). Не рекомендуется – во избежание выкрашивания - производить наплавку стальных деталей более чем в два слоя, чугунных в один слой. При большом износе детали нижние слои следует наплавлять другими электродами, выбор которых зависит от состава основного металла. Наличие поперечных микротрещин является не дефектом, а показателем высокой твёрдости наплавки.
Т-590 лучше применять для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость. Без термической обработки они позволяют получать менее пластичный метал шва, но с твердостью HRC 58-64. Высокая твердость металла, наплавленного этими электродами, получается в результате введения в состав покрытия особых легирующих элементов.
Испытания электродов Плазматек
Испытаниям подверглись наиболее распространенные электроды «Плазматек»:
Арсенал МР-3, Монолит РЦ, Стандарт РЦ, УОНИ-13/55 Плазма
Таблица 1
Контролируемые параметры сварочных материалов при испытаниях
№ пара метра |
Наименование контролируемого параметра электродов | Тип электродов | |||||
Арсенал МР-3 | Монолит РЦ | Стандарт РЦ | УОНИ-13/55 Плазма | ||||
Ø3 | Ø4 | Ø3 | Ø4 | Ø3 | Ø4 | ||
I | Общие испытания | + | + | + | + | + | + |
1 | Герметичность упаковки | + | + | + | + | + | + |
2 | Состояние поверхности покрытия | +- | +- | +- | +- | +- | + |
3 | Геометрия поверхности покрытия | + | + | + | + | + | + |
4 | Прочность покрытия | + | +- | +- | + | + | + |
II | Практические испытания | + | + | + | + | + | + |
5 | Род тока, полярность | + | + | + | + | + | + |
6 | Возбуждение дуги | 4 | 4 | 5 | 5 | 5 | 4 |
7 | Стабильность горения дуги | 5 | 4 | 5 | 5 | 5 | 4 |
8 | Качество формирования шва в различных пространственных положениях | 4 | 4 | 5 | 4 | 5 | 5 |
9 | Эластичность дуги | 5 | 4 | 5 | 5 | 5 | 4 |
10 | Отделяемость шлаковой корки | 4 | 4 | 4 | 4 | 4 | 5 |
Параметры №6, 7, 8, 9 и 10 оценивают дифференциальным методом (см.таблица №2 ниже).
Испытания проводились согласно РД-03-613 и ГОСТ 9466-75.
Оборудование и инструменты: сварочный аппарат Fronius TransSteel 3500; сварочный инвертор Redbo Intec-258S; штангенциркуль ШЦК-I-150-0,02; шаблон сварщика УШС-3
Общие испытания
- Герметичность упаковки.
Все электроды запаяны в полиэтилен, упакованы в пачки из плотного картона с красочным оформлением.
- Состояния поверхности покрытия.
- На контактный торец электрода должен быть нанесен слой ионизирующего покрытия, облегчающего зажигание дуги. Присутствует только на электродах УОНИ-13/55 Плазма. Однако как показали практические испытания (см.ниже) – это не оказывает существенного влияния при поджиге электрода.
- Маркировка электрода на покрытии (электроде) должна включать полное наименование марки. Покрытие электрода на торце должно быть снято под углом 30-45°. Данным требованиям соответствуют все испытуемые электроды.
На поверхности испытуемых электродов не обнаружено вмятин, пор, рисок, задиров, волосных трещин, участков сетчатого растрескивания глубиной более 0,5 мм и протяженностью более 10 мм. Лучшее покрытие у электродов Арсенал МР-3 и УОНИИ-13/55, худшее состояние поверхности у электродов Ø3 Стандарт РЦ. Также на стержнях электродов не обнаружено следов ржавчины и окалины.
- Геометрия поверхности покрытия.
Разность толщины покрытия на всех электродах при контроле в трех произвольно выбранных местах электрода, смещенных одно относительно другого на 50-100 мм по длине и на 120° по окружности, не превышает 0,1 мм.
- Прочность покрытия.
Прочность покрытия электродов определяют визуальным контролем покрытия после свободного падении электрода плашмя на гладкую стальную плиту с высоты:
- 1 м - для электродов диаметром 3,25 мм и менее;
- 0,5 м - для электродов диаметром 4 мм и более.
Покрытие не должно разрушаться. Допускаются частичные откалывания покрытия протяженностью не более 5% длины покрытой части электрода.
Испытания не прошли электроды:
Арсенал МР-3 - Ø4 (глубокий скол), Монолит РЦ – Ø3 (трещина, протяженностью вдоль всего покрытия электрода). При повторном испытании удвоенного количества электродов данных марок – замечаний нет.
Практические испытания
- Род тока, полярность.
Стабильное горение дуги (участок шва длиной 150 мм и более) от источников питания в диапазонах режимов, указанных на пачках электродов, показали все испытуемые сварочные материалы.
Таблица 2
Показатели сварочных свойств электродов
с балльной оценкой по дифференциальному методу
Номер контролируе-мого параметра по табл.1 | Оценка в бал- лах |
Краткая характеристика показателя | Арсенал МР-3
| Монолит РЦ | Стандарт РЦ | УОНИ-13/55 Плазма | ||
Ø3 | Ø4 | Ø3 | Ø4 | |||||
6. Возбуждение дуги | 1 | Плохое. Редкое зажигание или отсутствие зажигания. |
|
|
|
|
|
|
2 | Трудное. Зажигание после многократных соприкосновений электрода с изделием и привариваний электрода. |
|
|
|
|
|
| |
3 | Удовлетворительное. Зажигание после нескольких (трех, четырех) соприкосновений электрода с изделием. |
|
|
|
|
|
| |
4 | Хорошее. Зажигание после легкого движения электрода по металлу. |
|
|
|
|
|
| |
5 | Легкое. Зажигание сразу после прикосновения электрода к изделию. |
|
|
|
|
|
| |
7. Стабиль-ность горения дуги | 1 | Плохая. Неустойчивое горение дуги с частыми обрывами. |
|
|
|
|
|
|
2 | Низкая. Неравномерно горящая, вибрирующая дуга с редкими обрывами. |
|
|
|
|
|
| |
3 | Удовлетворительная. Неравномерно горящая, вибрирующая дуга без обрывов. |
|
|
|
|
|
| |
4 | Хорошая. Равномерно горящая дуга с незначительной вибрацией и хрустящим шумом (треском). |
|
|
|
|
|
| |
5 | Высокая. Спокойно, равномерно горящая дуга без вибрации (мягкое шипение). |
|
|
|
|
|
| |
8. Качество формирова-ния шва в различных пространст-венных положениях | 1 | Плохое. Валик неравномерный по ширине и высоте, крупно чешуйчатый, с видимыми шлаковыми включениями и порами. |
|
|
|
|
|
|
2 | Низкая. Валик неравномерный по ширине и высоте, крупночешуйчатый. |
|
|
|
|
|
| |
3 | Удовлетворительное. Валик крупночешуйчатый с отдельными неровностями по высоте и превышениями по кромкам шва. |
|
|
|
|
|
| |
4 | Хорошее. Валик мелкочешуйчатый с редкими небольшими неровностями по высоте и небольшими превышениями по кромкам шва. |
|
|
|
|
|
| |
5 | Очень хорошее. Валик равномерный, гладкий или мелкочешуйчатый с плавным переходом к основному металлу. |
|
|
|
|
|
| |
9. Эластич-ность дуги | 1 | Плохая. При удлинении дуга сразу обрывается. |
|
|
|
|
|
|
2 | Низкая. Требуется постоянное поддержание короткой дуги, при незначительном удлинении дуга обрывается. |
|
|
|
|
|
| |
3 | Удовлетворительная. Дуга удлиняется до двойного диаметра электрода. |
|
|
|
|
|
| |
4 | Хорошая. Дуга удлиняется до тройного диаметра электрода, пространственное положение стабильно. |
|
|
|
|
|
| |
5 | Высокая. Дуга удлиняется до тройного или более диаметра электрода, пространственное положение отличается высокой стабильностью. |
|
|
|
|
|
| |
10. Отделимость шлаковой корки | 1 | Плохая. При окончании процесса сварки не отделяется. |
|
|
|
|
|
|
2 | Низкая. Требуется значительное механическое усилие для отделения шлака. |
|
|
|
|
|
| |
3 | Удовлетворительная. Отделяется при дополнительном механическом воздействии. |
|
|
|
|
|
| |
4 | Хорошая. Отделяется при незначительном механическом воздействии. |
|
|
|
|
|
| |
5 | Высокая. Отделяется после сварки без дополнительного механического воздействия. |
|
|
|
|
|
| |
Заключение
Все представленные электроды удовлетворяют по своим технологическим свойствам требованиям РД-03-613 и ГОСТ 9466-75.
Наиболее качественными в ходе испытаний показали себя электроды Монолит РЦ и Стандарт РЦ Ø3 мм.
Электроды Арсенал МР-3 также показали себя с хорошей стороны, они однозначно качественнее, чем представленные на рынке известные аналоги других производителей.
Электроды УОНИ-13/55 Плазма дополнительно были испытаны при строительстве и реконструкции трубопроводов газовых сетей города Москвы. Применялись при сварке труб под рентген-контроль с предварительной прокалкой. Все стыки успешно прошли контроль и по праву заслужили положительную оценку от технологов и сварщиков-профессионалов.
Таким образом, электроды «Плазматек» соответствуют заявленным характеристикам, в чем мы убедились в ходе испытаний.
Кроме того, становится абсолютно ясно, что электроды «Плазматек» в данный момент являются лучшим предложением по соотношению цена-качество на рынке.
Как Вы могли убедиться ранее, в ТД «ДОКА» продаются только товары высокого качества по минимально возможным ценам и мы рады предложить Вам очередную качественную и недорогую линейку сварочных материалов.
 |
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.